
1.Mänfunktioner
Servotpressen är en anordning som drivs av AC-servomotor, som ändrar rotationskraften till den vertikala riktningen genom högprecisionskulskruv, kontrollerar och hanterar trycket från trycksensorn som är laddad på framsidan av den drivande delen, kontrollerar och hanterar hastighetspositionen av kodaren och tillämpar trycket till det arbetande objektet samtidigt, så för att uppnå processen. Det kan kontrollera tryck/stoppposition/drivhastighet/stopptid när som helst, det kan inse den slutna kontrollen av hela processen att pressa kraften och pressa djupet i tryckmonteringens drift; Pekskärmen med vänligt mänskligt datorgränssnitt är intuitivt och lätt att använda. Den är installerad med en säkerhetsljusgardin. Om en hand når in i installationsområdet under installationsprocessen kommer inodern att stoppa in situ för att säkerställa säker drift.
Om det är nödvändigt att lägga till ytterligare funktionella konfigurationer och storleksförändringar eller ange andra varumärkesdelar kommer priset att beräknas separat. När produktionen är klar kommer inte varorna att returneras
2. Huvudtekniska parametrar
| Specifikationer | HH-C-10kn |
| Trycknoggrannhetsklass | Nivå 1 |
| Maximalt tryck | 10kn |
| Tryckområde | 50n-10kn |
| Upplösning | 0,32 |
| Antal prover | 1000 gånger per sekund |
| Maximal stroke | 150mm (anpassningsbar) |
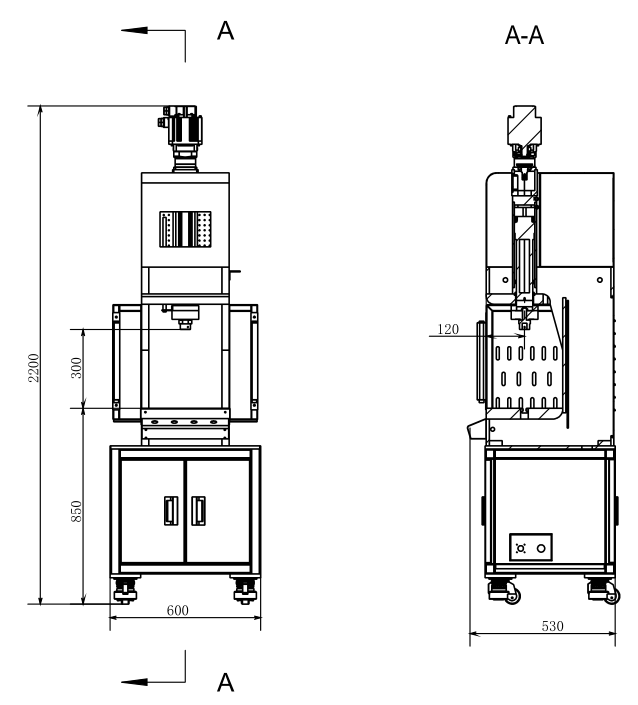
| Stängd höjd | 300 mm |
| Halsdjup | 120 mm |
| Förskjutningsupplösning | 0,001 mm |
| positioneringsnoggrannhet | ± 0,01 mm |
| Tryckhastighet | 0,01-35 mm/s |
| Utan lasthastighet | 125mm/s |
| Minsta hastighet kan ställas in på | 0,01 mm/s |
| Innehavstid | 0,1-150-talet |
| Minsta tryckhållningstid kan ställas in på | 0,1s |
| Utrustningseffekt | 750W |
| Leveransspänning | 220 v |
| Övergripande dimension | 530 × 600 × 2200mm |
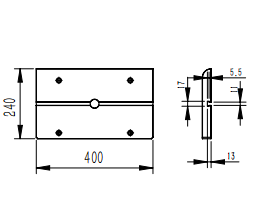
| Arbetsbordstorlek | 400 mm (vänster och höger) 、 240 mm (fram och bak) |
| Vikten handlar om | 350 kg |
| Storlek och inre diameter på intoder | Φ 20mm, 25 mm djup |
3.utlinjedimensionsteckning
Dimensioner av T-format spår på arbetsbordet
4.Main System -konfiguration
| Serienummer | huvudelement |
| 1 | Pekskärm Integrerad styrenhet |
| 2 | Trycksensor |
| 3 | servosystem |
| 4 | Servoelektrisk cylinder |
| 5 | Säkerhetsgitter |
| 6 | Strömförsörjning |
5.Main -gränssnittet för systemprogramvara
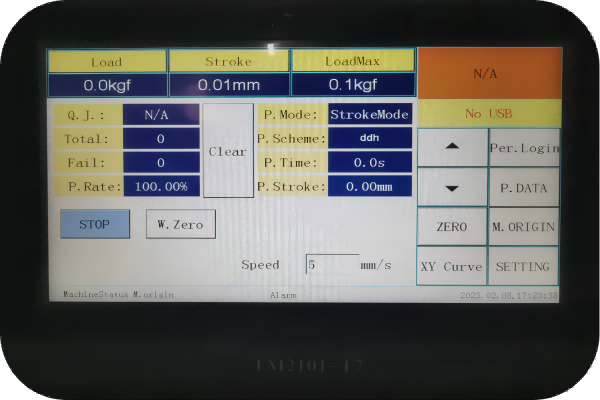
Huvudgränssnittet innehåller gränssnittshoppknapp, datavisning och manuella driftsfunktioner.
Ledning: Inklusive val av säkerhetskopiering, avstängning och inloggningsmetod i hoppgränssnittsschemat.
Inställningar: Inklusive Jump Interface -enheten och systeminställningarna.
Noll: Rensa lastindikationsdata.
Visa: Språkinställning och val av grafisk gränssnitt.
Hjälp: Versionsinformation, underhållscykelinställning.
Testplan: Redigera Pressmonteringsmetoden.
Gör om en sats: Rensa de aktuella pressmonteringsdata.
Exportera data: Exportera originaldata för de aktuella pressmonteringsdata.
Online: Styrelsen fastställer kommunikation med programmet.
Kraft: Övervakning av realtid.
Förskjutning: Stoppläget för realtidspressen.
Maximal kraft: Den maximala kraften som genereras i pressningsprocessen.
Manuell kontroll: Automatisk kontinuerlig fallande och stigande, tumande stigande och fallande; Testa det initiala trycket.
6. Equipment -funktioner
1. Hög utrustningsnoggrannhet: Upprepad positioneringsnoggrannhet ± 0,01 mm, trycknoggrannhet 0,5% FS
2. Programvaran är självutvecklad och lätt att underhålla.
3.Various presslägen: Valfri tryckkontroll och positionskontroll.
4. Systemet antar en integrerad controller för pekskärm, som kan redigera och spara 10 uppsättningar av formelprogramscheman, visa den aktuella förskjutningspresskurvan i realtid och spela in 50 delar av pressmonterade resultatdata online. Efter att mer än 50 data har lagrats kommer de gamla uppgifterna att skrivas automatiskt (Obs! Data kommer automatiskt att rensas efter strömavbrott). Utrustningen kan expandera och infoga en extern USB -flash -disk (inom 8G, FA32 -format) för att spara historiska data. Dataformatet är xx.xlsx
5. Programvaran har kuvertfunktionen, som kan ställa in produktbelastningsområdet eller förskjutningsområdet enligt kraven. Om data i realtid inte ligger inom intervallet, kommer utrustningen att alarma automatiskt.
6. Utrustningen är utrustad med säkerhetsgitter för att säkerställa säkerheten för operatörerna.
7. Förstå exakt förskjutning och tryckkontroll utan hård begränsning och förlita sig på precisionsverktyg.
8. Online Assembly Quality Management Technology kan upptäcka defekta produkter i realtid.
9. Enligt de specifika produktkraven anger du den optimala pressprocessen.
10. Specifika, fullständiga och exakta funktioner för inspelning och analys av drift.
11. Det kan förverkliga multifunktionella, flexibla ledningar och fjärrutrustning.
12. Flera dataformat exporteras, Excel, Word och Data kan enkelt importeras till SPC och andra dataanalysystem.
13. Självdiagnos och energifel: Vid utrustningsfel visar servo-tryckfunktionen felinformation och instruktioner för lösningar, vilket är bekvämt att hitta och lösa problemet snabbt.
14. Multifunktionellt I/O-kommunikationsgränssnitt: Genom detta gränssnitt kan kommunikation med externa enheter realiseras, vilket är bekvämt för full automatiseringsintegration.
15. Programvaran ställer in flera tillståndsinställningsfunktioner, till exempel administratör, operatör och andra behörigheter.
7. Applikationsfält
1. Precisionspressmontering av bilmotor, växellåda, styrutrustning och andra delar
2. Precisionspress för elektroniska produkter
3. Precisionspressmontering av kärnkomponenter i bildtekniken
4. Applicering av precisionstryck för motorlager
5. Precisionstryckdetektering såsom vårprestationstest
6. Applikation för automatisk monteringslinje
7. PRESS-FITTNING AV AERSOCACE CORE-komponenter
8. Montering och montering av medicinska och elektriska verktyg
9. Andra tillfällen som kräver precisionstryckmontering
Posttid: feb-22-2023